地址:浙江省台州市台州湾新区东部新区海豪路788号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:mzb001@hotmail.com
官网:www.mzbchina.net
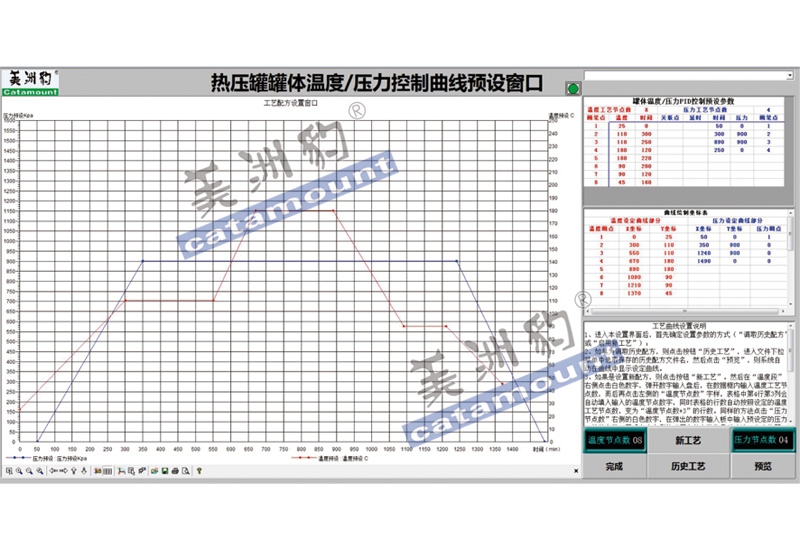
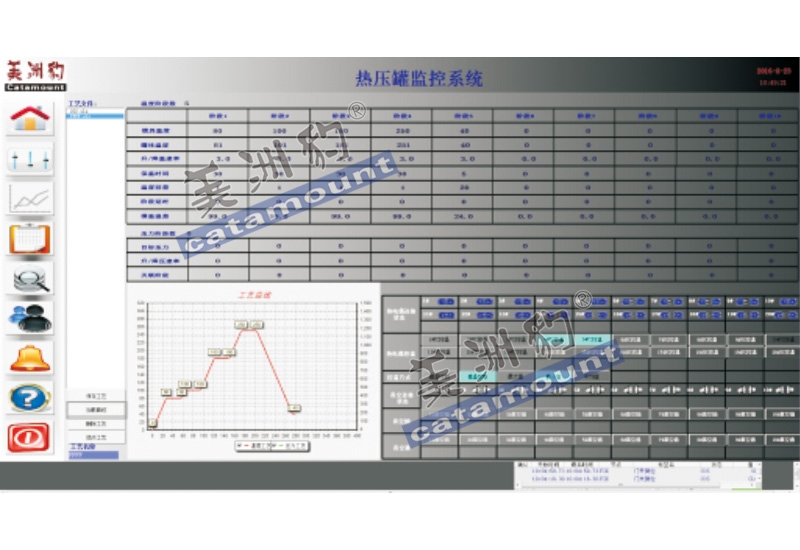
如飞机舱门、整流罩、机载雷达罩,支架、机翼、尾翼等。热压罐成型工艺是将复合材料用真空袋密封在模具呢,置于热压罐中,在真空或者非真空的状态下,经过升温、加压、保温、保压、降温泄压过程中,使其成为所需要的形状和质量状态的一种成型工艺方法。在国产热压罐的各个厂家里,基本上都是自主开发的技术,水平各有不同。
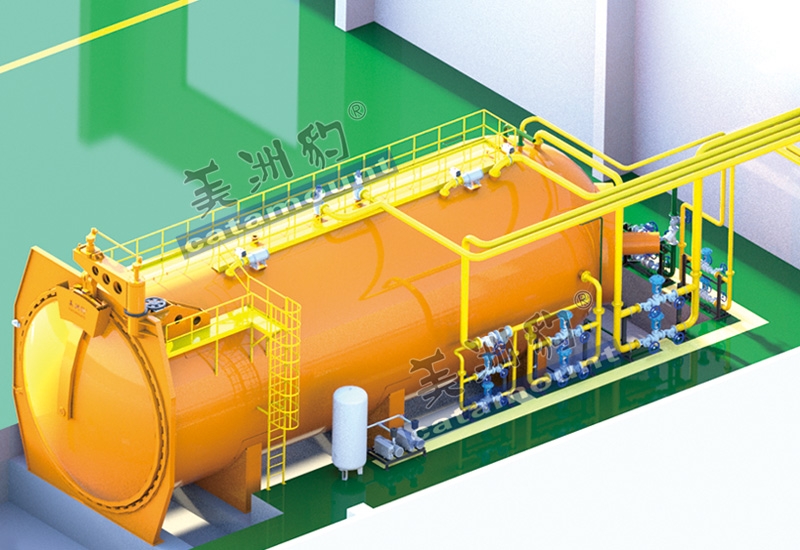
热压罐(复合材料热压罐成型工艺)
国内一些私人公司,整体水平一般,设计理念不足,尤其售后服务不积极。国外有德国肖茨、美国、意大利等 实际各家各有所长,国内首要选择的话应该还是中航工程集成设备有限公司,其他的次之考虑,国外首要选择德国肖茨,其它次之。国外有德国肖茨、美国ASC、意大利特鲁兹等本厂碳纤维板均采用热压罐成型工艺,产品品质优良,无白点、气泡、乱纹等瑕疵,厂家直销批量供应,同时提供CAD定制加工服务热压罐成型技术具有以下显著优点:构件纤维体积含量高、质量稳定性好、成型模具简单碳纤维板材是,碳纤维发热纸发热,外面用环氧树脂做绝缘耐热保护碳纤热压罐维板的制作大致可分为4个步骤:。

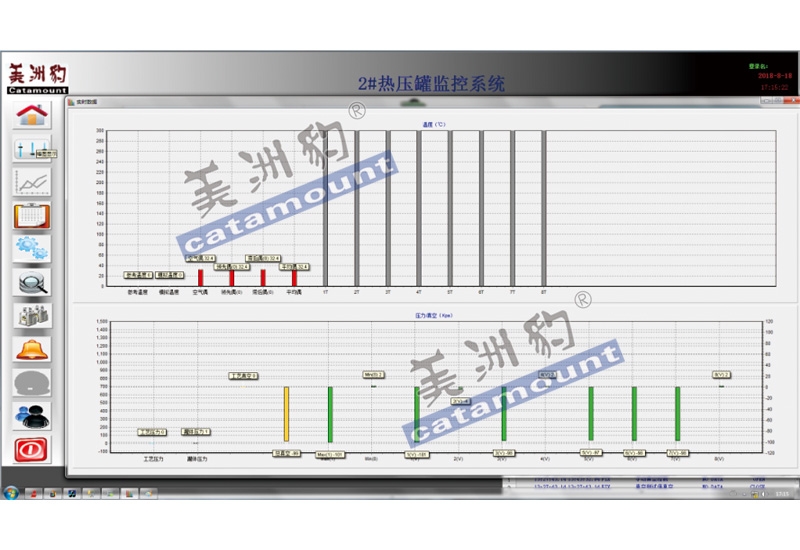
热压罐(热压罐成型工艺流程)
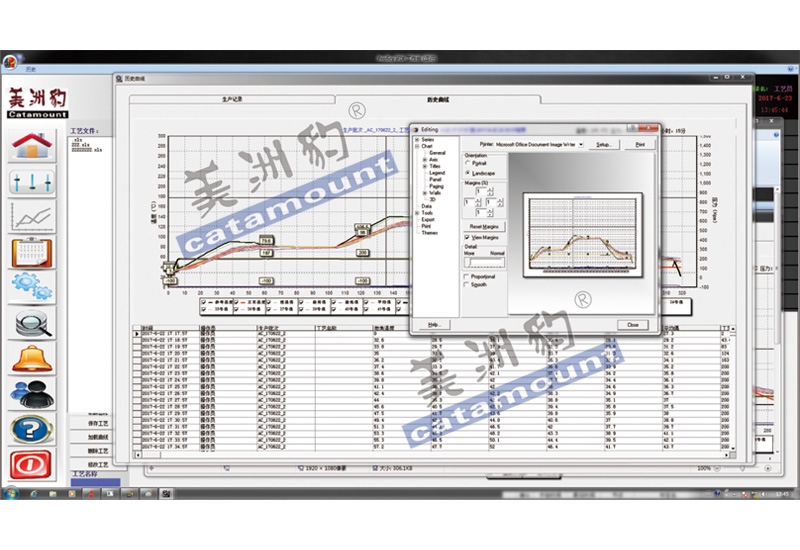
1、预浸料的剪裁:首先,我们需要根据碳纤维板材的长宽对预浸料进行裁剪,并且根据板材的厚度来确定所需的预浸料厚度2、预浸料的铺层: 铺层顺序的不同不仅会影响基体裂纹的起始载荷、扩展速率、断裂韧性,也将对基体裂纹的饱和和裂纹密度产生显著的影响。 3、预浸料的固化: 不同的温度以及受热时间都会对碳纤维板材的材料性能产生影响,在实际生产过程中,在满足制件后固化阶段保持尺寸稳定的前提下,应尽量缩短热压阶段的时间。 4、板材的后加工: 碳纤维板在固化成型后,为了精度要求或装配需要,还要进行切削、钻孔等后加工。制作有很多方法但实验室热压罐厂家目前以预浸料铺层和RTM(树脂传递模塑成型)为主。预浸料铺层在国内用的已经比较成熟,该方法是直接将剪裁好的预浸料片层铺叠在模具上,再在材料上铺放辅助材料后送入热压罐(现阶段主要固化设备)固化成型。