
地址:浙江省台州市台州湾新区东部新区海豪路788号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:mzb001@hotmail.com
官网:www.mzbchina.net

对于复合材料大型热压罐工艺其实也就是是指将单层预浸料按预订方向铺叠成的复合材料坯料,放在热压罐内,在定温度和压力下完结固化过程的工艺方法。热压罐是一种能接受和调控定温度、压力规模的专用压力容器。坯料被铺放在附有脱模剂的模具表面,然后依次用多孔防粘布(膜)、吸狡毡透气毡覆盖,并密封于真空袋内,再放入热压罐中。加温固化前先将袋抽真空,除去空气和挥发物,然后按不同树脂的固化制度升温、加压、固化。一些人会认为小型热压罐与固化炉是相同的设备,其实固化炉的固化是指在电子职业及其它各种职业中,为了增强材料结合的应力而选用的零部件加热、树脂固化和烘干的生产工艺。施行固化的容器即为固化炉。这与复合材料大型热压罐的工艺虽然挨近可是热压罐比其要杂乱和高级的多。

复合材料大型热压罐成型工艺的优点:对于该设备的成型工艺来讲其具有着低密度、高强度、宽范围的设计性能、强耐热性、耐腐蚀性、良好的导电性、无污染、生产时间短等特性,目前进行复合材料生产基本使用的就是热压罐。复合材料大型热压罐成型工艺的缺点:虽然使用该设备进行生产复合材料其有着很多的优点但是我们也不能忽略其缺点,比较明显的就是设备价格稍贵,规格差不多的热压罐一般价格都在几十万,并且其技术高,对于罐内的模具等要求都是非常的高的。

通过将复合坯料蜂窝夹层结构或粘合结构与真空袋密封在模具上,将其置于复合材料大型热压罐中,并在真空下加热,形成复合材料热压罐。、加压、绝缘、冷却和压力释放过程,使其成为先进复合材料及其组件所需的成型方法之一。由复合材料热压罐形成的复合构件主要用于航空航天领域的主轴承和次级轴承结构。成型工艺模具简单、工件紧凑、尺寸公差小、空隙率低。但是,这种方法消耗了大量的能量。、辅助材料大于、复合材料热压罐成型平板复合材料固化体系的配方是真空复合成形工艺的关键。复合材料热压罐工艺主要用于树脂浸渍的扁平织物复合材料部件的模塑。由于树脂浸渍的扁平织物可以通过溶剂法和热熔法实现,该方法可以满足高粘度高性能树脂基复合材料的成型,但是用于三维织物增强的高性能树脂基复合材料成型,复合材料由于树脂浸渍的问题,复合材料大型热压罐工艺无法实施。
复合材料大型热压罐在进行成型固化的时候里面的复合材料力学性能随孔隙率的增加而降低。因此,本身使用复合材料大型热压罐设备也是为了限制层合板内的孔隙量。通常,采用预浸料制备复合材料中孔隙形成的原因是我们需要进行注意的,我们按照这些原因在制定工艺时进行相应的有效调整以期达到我们的预期目标,目前主要包括五点:1、层压过程中产生的空洞和皱纹。2、颗粒团聚导致桥接。3、固化过程中的桥接和内部光纤终端区域限制树脂流动。4、溶解在树脂中的气体在加热时逸出。5、纤维毛球、丝束弯曲,纤维断裂,导致气泡残留。

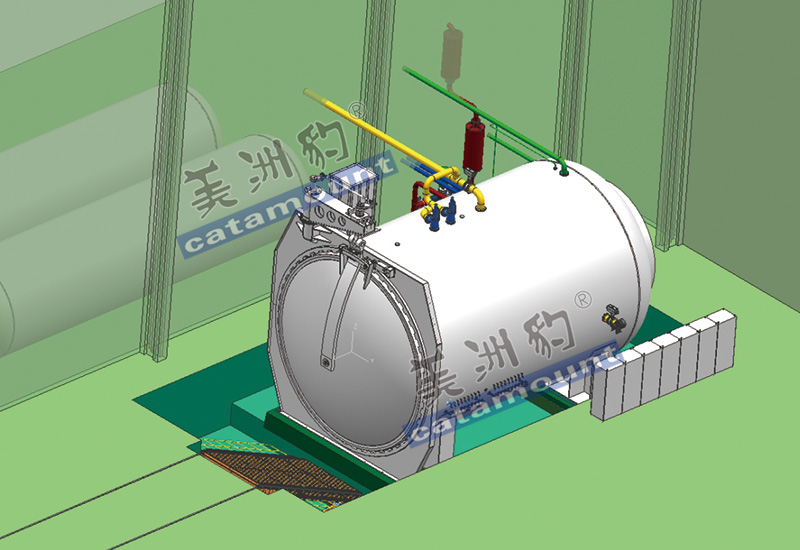
复合材料大型热压罐的主要结构:热压罐主要配置有安全联锁装置、自动开/关门装置,内外导轨、模具小车,压缩机、真空泵、空气排泄装置,冷却风扇,水冷电机,电加热部件,水冷系统及其控制系统等。主控制界面可记录显示温度及压力,气动控制包括全部压力开关及压力调节装置。工艺参数的设置及监控可选用计算机系统或仪表系统。安全装置包括安全联锁装置,机械式安全阀及过热、过压保护装置。大型热压罐厂家它的主要结构并不复杂的,我们需要的主要也是它的质量,这样高温高压的一个环境不是一般普通的装备所能承载的。




