
地址:浙江省台州市台州湾新区东部新区海豪路788号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:mzb001@hotmail.com
官网:www.mzbchina.net
碳纤维热压罐的主体是压力容器,在生产的时候尽量是由一张钢板来进行组成,但是其两侧以及筒体的对接处还是要使用焊接工艺。在其主体构造内的焊接工艺对各方面都有严格的规定:焊接方法、焊接槽、焊条类型和直径、焊接工艺参数、焊接顺序、焊缝层数、焊前和焊后处理、焊接环境要求和抗变形、抗变形措施,热压罐厂家提示这种压力容器必须严格按照焊接时的要求。

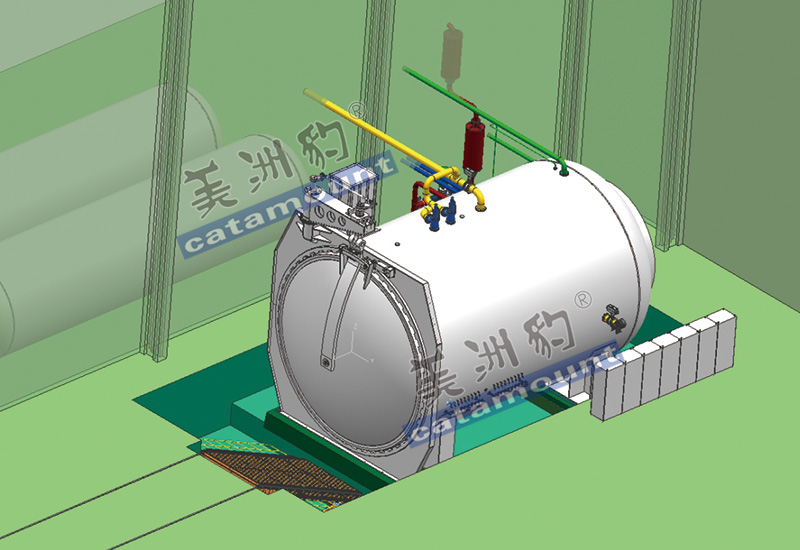
碳纤维热压罐可用于可在对复合材料产品抽真空的情况下是吸纳加温,加压固化成型,其实复合材料热压罐的成型原理与其它的热压罐设备都是一样的,不过我们能够得知它的工作原理等进行对自己工艺的相应改善,复合材料热压罐的工作环境一般是一个真空的环境,这是关于罐内的制品所说的,一般我们会用到真空袋,对袋内抽真空,同时时罐内加压加热形成必定的温度与压力场然后过一段时间后材料就得到了树脂的渗透以及达到了我们需求的材料,这也便是碳纤维热压罐原理介绍。

碳纤维热压罐罐门安全使用操作须知:1、非操作人员不得随意扳动手柄、手轮或按动按钮及其它相关机构。2、操作人员必须熟悉使用说明书规定,熟知操作手柄、手轮、按钮所在的位置,按规 定顺序操作。3、产品进罐或工作结束时,需要关门的操作程序:按住现场按钮箱“轨桥升”按钮,轨道桥升到位后自动停止(确认“桥升到位” 指示灯亮)。按住现场按钮箱“罐门关闭”按钮,罐门关到位后自动停止(确认“门关到位” 指示灯亮)。按住现场按钮箱“罐门转紧”按钮,罐门转紧到位后自动停止(确认 “门紧到 位”指示灯亮)。向上扳动“安全装置”的手柄,手柄上扳到位为锁紧状态。(确认“安全装置到 位”指示灯亮)。因为罐门的重要性我们在进行生产的时候要格外的进行注意,在碳纤维热压罐产品固化完毕后也要仔细检查各安全联锁装置的状态。

碳纤维热压罐试压时的注意事项:在试压的过程中,应停止周围与设备受压无关的一切工作。在试验压力下的试压,要尽量少做。一般在工作压力下的试压检查,不要试验临界值,只要是比我们的生产压力高一点保障能正常使用即可,事实上我们的设计压力也远高于这些。放水时,注意打开顶部阀门,以保证系统内的水全部排空。水压试验时,压力超过一定的压力以后,不准再做拧紧螺栓,补漏工作。焊缝的补焊,不宜带水操作,补焊应焊透。不得堆焊。碳纤维热压罐关键部位的焊缝,泄漏严重时。应铲掉原有焊缝,重新焊接。

建立可应用于军工碳纤维热压罐的发展模式,我们不得不承认前几年在于这种新材料方面我国与欧美国家相比军工热压罐制造技术各方面都存在较大差距,主要原因是我国科技转化为生产力的水平较低。与欧美航空工业相比,我国航空企业还没有成为真正的科技转化生产力的主体,科技转化为生产力体制。而在近些年来我们慢慢的在建立军工碳纤维热压罐,在发展战略,有组织、有规划地进行研究和创新,同时加大了对相关企业的投入,这对于长远的发展非常有意义。

根据碳纤维热压罐和大型零件的焊接条件和焊接量,预先分析了焊接的变形尺寸和形状,制定了有针对性的严格控制措施,碳纤维热压罐焊接注意事项:对于多焊接接头的大部件,例如闸板组合头和由挡板组合的壳体过渡部分,除上述要求外,还应在焊接现场设置一个嘴形固定夹具。对于具有多个焊缝的大型压力容器,例如球形容器,它们应在焊接前组装并连接在一起。焊接应对称并按照规定的焊接顺序进行。对于压力容器,特别是复杂压力容器的组装,应采取合理的装配顺序和焊接防变形措施,以确保它们在制造过程中不会变形。长截面和多截面焊接的压力容器,在切割圆筒时应适当释放接头的尺寸,以避免焊接壳体的缩短。抗变形措施:根据实际经验或计算,焊接部分的变形在与焊接变形相反的方向上反转。预变形量刚好在焊接后偏移。




